Погружной стакан
2026-06-10
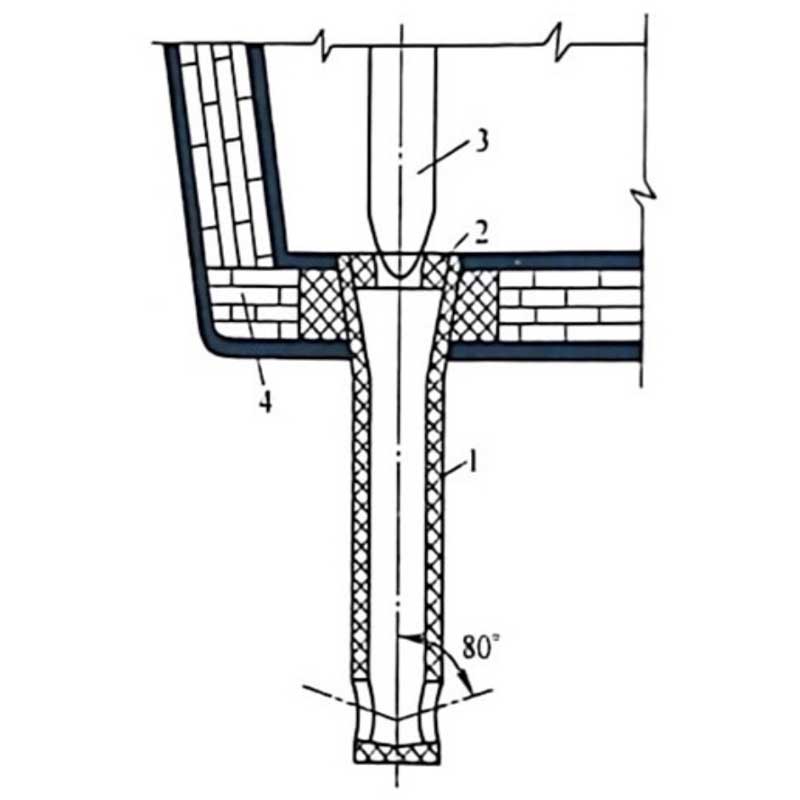
Существует несколько подходов к подаче стали в кристаллизатор: один из них предусматривает использование системы из двух сопел — в частности, сопла фиксированного диаметра, управляемого парой встроенных стопоров, в сочетании со съемным погружным стаканом (SEN) удлиненной конструкции, который вводится в кристаллизатор. Другой метод предполагает замену одного сопла двумя, жестко закрепленными на промежуточном ковше; конструкция такого удлиненного погружного стакана показана на рисунке 11-13.
")
На рисунках 11–14 показан механизм трехплитного шиберного затвора для промежуточного ковша. Данная конструкция включает одну подвижную плиту (среднюю) и две неподвижные плиты (верхнюю и нижнюю). Ключевым преимуществом трехплитной системы является то, что погружной стакан остается неподвижным в процессе разливки, что обеспечивает его минимальный износ. Механизм позволяет быстро заменять погружной стакан, обеспечивая стабильную непрерывную разливку от плавки к плавке. Через среднюю подвижную плиту подается аргон для предотвращения затвердевания стали во время замены стакана или перерывов в разливке.
")
Среди множества доступных вариантов погружные сталеразливочные стаканы должны обладать высокой стойкостью к термоудару и устойчивостью к воздействию гидродинамических сил со стороны расплавленной стали и шлака. Несмотря на то что было испытано множество огнеупорных материалов, наиболее широкое применение на сегодняшний день получили стаканы из плавленого кварца (кварцевого стекла) и композитов на основе оксида алюминия и графита. Главным преимуществом керамики из плавленого кварца является ее исключительная стойкость к термоудару: такие стаканы можно помещать под струю расплавленного металла без предварительного подогрева. Кроме того, низкая теплопроводность этого материала предотвращает образование настылей (зарастание) во внутреннем канале и выходных отверстиях. Стаканы из плавленого кварца также отличаются малым весом, что облегчает обращение с ними при замене.
")
Кварцевая керамика отличается низкой стойкостью к воздействию расплавленного металла. При разливке 450–500 тонн спокойной стали или 150–200 тонн марганецсодержащей стали стенки стакана подвергаются эрозии, что приводит к утечке расплава. В то же время кварцевая керамика обладает хорошей шлакоустойчивостью: после использования на внешней поверхности кварцевого стакана образуется слой из соединений кальция, фтора и кремния, выполняющий защитную функцию. Недостатком кварцевых стаканов является их малый срок службы при разливке марганцовистых сталей. Характерной особенностью кварцевой керамики являются фазовые превращения при нагреве и охлаждении: при температуре выше 1200°C образуется α-кристобалит, а при охлаждении до 220–280°C — β-кристобалит. Первое фазовое превращение не ухудшает эксплуатационные свойства изделия (высокотемпературный кристобалит даже превосходит кварцевое стекло по вязкости и химической стойкости), тогда как второе сопровождается значительным изменением объема, вызывающим образование обширных трещин. Погружные стаканы из кварцевой керамики изготавливают методом шликерного литья и применяют при разливке сталей с содержанием марганца менее 1%. Корундо-графитовые погружные стаканы преимущественно используются на высокопроизводительных машинах непрерывного литья заготовок. Корунд химически инертен и практически не смачивается расплавленной сталью (краевой угол смачивания >130°); кроме того, электроплавленый α-Al₂O₃ сохраняет стабильную кристаллическую структуру при высоких температурах. Поскольку корунд обладает низкой термостойкостью, в состав вводят менее 30% графита для повышения стойкости к теплосменам, а также к воздействию расплавленного металла и шлака. В корундо-графитовую смесь также включают модифицирующие добавки, такие как кремний или карбид кремния. Изделия формуют методом изостатического прессования и подвергают высокотемпературному обжигу. Корундо-графитовые стаканы имеют более длительный срок службы по сравнению с кварцевыми (особенно при разливке марганцовистых сталей) и обеспечивают возможность разливки не менее 700 тонн стали. Несмотря на высокую стойкость к эрозии под действием расплавленного металла, такие стаканы подвержены эрозии шлаком; поэтому зону контакта со шлаком защищают кварцевой втулкой либо изготавливают корпус стакана с увеличенной толщиной стенок. Перед использованием корунд-графитовые стаканы необходимо предварительно нагреть до температуры 1100–1200°C. К числу особенностей корунд-графитовых стаканов относятся возможность засорения их внутреннего канала и накопление неметаллических включений на выходном отверстии. Засорение затрагивает не только погружной стакан, но и основной стакан ковша, а также дозирующий стакан, хотя в последних случаях проблема стоит менее остро из-за меньшей продолжительности непрерывного контакта с расплавленным металлом. Засорение часто наблюдается при использовании алюминия для раскисления или при его избыточном содержании: продукты раскисления (преимущественно оксид алюминия) и другие неметаллические включения скапливаются и перекрывают канал стакана. Проблема засорения до сих пор не решена окончательно. Для снижения интенсивности этого явления в ходе недавних испытаний применялись погружные стаканы с теплоизоляцией и двойными стенками в сочетании с подачей инертного газа в канал стакана. Каждый из способов подачи жидкой стали в кристаллизатор имеет свои преимущества и недостатки. Система с двумя стаканами, в которой в процессе разливки один стакан заменяет другой, может быть более удобной в эксплуатации; однако в месте соединения стаканов возможны подсос воздуха и разбрызгивание струи металла, что негативно сказывается прежде всего на качестве литого изделия. Система с одним стаканом позволяет избежать этого недостатка, но ее применение целесообразно лишь при условии достаточной долговечности стакана.